爱钢
您身边的煤机(装备)再“智”造专家
再制造
全国服务热线:
400-637-1161
主营业务
主营业务
刮板输送机、转载机耐磨再制造强化服务
液压支架立柱激光熔覆表面强化服务
液压支架油缸内壁耐磨、防腐再制造强化服务
主营业务
产品中心
产品中心
功能材料
复合耐磨板
等离子熔覆合金粉末
激光熔覆合金粉末
铜合金焊丝
专用装备
数控半导体激光熔覆设备
数控内壁低温冷熔设备
ZRF-6A数控中部槽等离子熔覆设备
ZRF-6B数控等离子熔覆设备
数控抛光机
数控平面堆焊设备
中部槽多功能焊接专用设备
刮板自动化再制造生产线
专用设备定制
采掘设备配件
采煤机滚筒
采煤机截齿
掘进机截齿
煤矿采掘用齿座、齿套
送粉器
激光熔覆专用送粉器
等离子熔覆专用送粉器
微量微粉送粉器
产品中心
解决方案
解决方案
刮板输送机、转载机耐磨强化服务
液压支架立柱激光熔覆表面强化服务
液压支架油缸内壁耐磨、防腐强化
其他行业应用案例
解决方案
关于我们
关于我们
品牌爱钢
发展历程
资质荣誉
爱钢视频
企业文化
关于我们
联系我们
语言选择
English
中文
搜索
产品中心
功能材料
专用装备
采掘设备配件
送粉器
主营业务
刮板输送机、转载机耐磨再制造强化服务
液压支架立柱激光熔覆表面强化服务
液压支架油缸内壁耐磨、防腐再制造强化服务
其他行业应用案例
解决方案
关于爱钢
品牌爱钢
发展历程
资质荣誉
爱钢视频
企业文化
联系我们
English
中文
首页
>
新闻资讯
新闻资讯
News Center
油缸熔敷铜合金焊丝
发布时间:2020-03-20
阅读量:
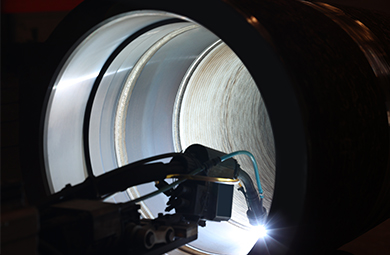
河南省煤科院耐磨技术有限公司采用变流压冷金属熔焊技术进行
缸内熔铜堆焊
。
为保证
缸筒内孔熔覆
的质量,必须尽量减少冷焊过程中焊接缺陷的产生。因此,在进行冷焊前,必须对待焊的液压支架底缸内壁进行彻底的清理,以去除内壁表面的油污、锈点等杂质。
冷焊过程中飞溅极少,从而减少焊接缺陷的产生,提高焊接质量。冷焊后内壁熔覆层形貌平整均匀,无明显的焊接缺陷。经测量,冷焊后熔覆层单边厚度约在3mm,高低落差小于0.5mm,其数值主要取决于冷焊时的焊接参数。为保证液压支架底缸修复后的性能要求,必须在机加工之前对熔覆层进行质量检验,发现缺陷补焊后方可进行后续的机加工。
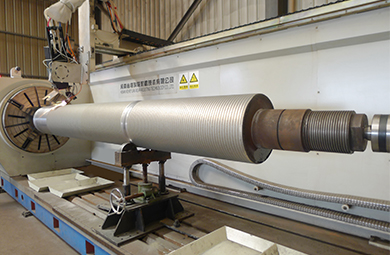
将冷焊后的缸体完全冷却至室温后,使用深孔镗床进行镗削。经粗镗、精镗后,缸体内径保留0.5mm加工余量。镗削完成后,使用珩磨机将内壁珩磨至要求尺寸,加工完成的内壁粗糙度不大于Ra0.4。检验合格后即可实现
液压支柱内孔熔敷
。
液压支柱熔铜
后,其耐磨性、耐腐蚀性能均得到不同程度的提高,熔覆层与基材相比,其相对耐磨性约为1.8倍,相对耐腐蚀性约为6.2倍。耐磨性的提高,使得液压支架底缸内壁在工作过程中更不易被磨损,且耐腐蚀性显著提高,延长液压支架底缸的使用寿命。此外,根据液压支架底缸的性能要求,可采用不同焊材,得到不同性能的熔覆层,获得不同的强化效果。
上一页:
油缸内壁融覆
下一页:
郑煤集团刮板输送机修理项目
推荐产品
相关新闻
煤矿刮板机维修
我公司从事维修中部槽业务严格遵循行业标准,确保每一节中部槽修复后均达到出厂技术要求。针对齿轨座变形、开裂等问题,我们采用全新更换方案,杜绝补焊隐患;中板、底板及槽帮均使用优质耐磨钢板且采用等离子熔覆技术对其进行耐磨强化,显著提升设备耐用性。通过修复中部槽,不仅恢复其原有功能,更能延长使用寿命,降低设备故障率。
2025-08-08
液压缸焊铜的优点?
液压缸焊铜的优点一是焊接热输入小;二是熔覆层稀释率低;三是飞溅少。液压油缸内孔熔铜后,其耐磨性、耐腐蚀性能均得到不同程度的提高,熔覆层与基材相比,其相对耐磨性约为1.8倍, 相对耐腐蚀性约为6.2倍。
2024-08-28
激光熔覆用铁基合金粉末
激光熔覆技术是利用高能激光束将合金粉末和工件基体表面熔化凝固成冶金结合、致密均匀的激光熔覆层,从而达到强化基体的效果。河南省煤科院耐磨技术有限公司生产的液压支架活柱外表面激光熔覆用铁基合金粉末具有颗粒均匀、硬度高、耐磨防腐等优点。
2023-11-20
“爱钢”带领液压支架激光熔覆修复新潮流
河南省煤科院耐磨技术有限公司是一家专门从事煤矿液压支架激光熔覆的高新技术企业。从事轴类激光熔覆业务多年,有先进、效率高的激光熔覆设备若干台和经验丰富的一线工人,保证按时完工。
2017-08-31
主营业务
刮板输送机、转载机耐磨再制造强化服务
液压支架立柱激光熔覆表面强化服务
液压支架油缸内壁耐磨、防腐再制造强化服务
产品中心
功能材料
专用装备
采掘设备配件
送粉器
解决方案
刮板输送机、转载机耐磨强化服务
液压支架立柱激光熔覆表面强化服务
液压支架油缸内壁耐磨、防腐强化
关于我们
品牌爱钢
发展历程
资质荣誉
爱钢视频
企业文化
联系我们
销售1:0371-67575910
销售2:0371-63697669
传 真:0371-63868336
邮 箱:sales@cnigood.com
地 址:河南省郑州市高新区枫杨街17号
河南省煤科院耐磨技术有限公司 版权所有
备案号:豫ICP备09013076号
营业执照