爱钢
您身边的煤机(装备)再“智”造专家
全国服务热线:400-637-1161
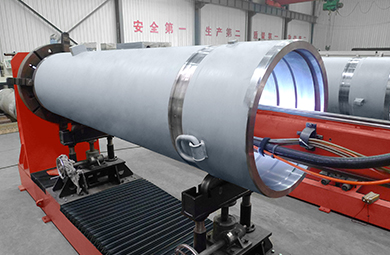
| 耐磨转载机凸槽 | ||
| 耐磨强化部位 | 中板 | 底板 |
| 强化部位基材 | NM400耐磨板 | NM400耐磨板 |
| 先进制造工艺 | 耐磨凸槽专利技术 (专利号:ZL201310413882.X ZL201910646116.5) |
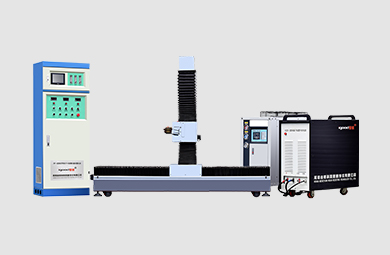
粉末等离子熔覆技术(PTA) |
| 耐磨层材料 | 碳化物高合金耐磨块 | Fe-Cr-Nb-V高耐磨合金粉末 |
| 耐磨层厚度 | 8mm | 2.5~3.5mm |
| 耐磨层硬度 | ≥650 HV | ≥HRC 60 |
| 耐磨层耐磨性能 | 30倍以上 (磨粒磨损,相对NM400) |
4~5倍 (磨粒磨损,相对NM400) |
| 凸槽使用寿命 | 整体寿命延长3倍以上 | |
| 技术优势 | 有效减少凸槽更换频次,提升采煤效率 | |
| 技术特点:在凸槽中板上镶嵌特制碳化物高合金耐磨块,在底板上熔覆高耐磨合金层,大幅提升凸槽整体耐磨性能及使用寿命,解决凸槽易磨损不抗用的难题。 | ||