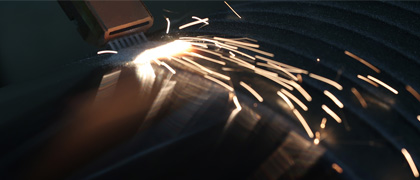
激光熔覆液压支柱修复工艺通过高能激光束将合金粉末熔覆在立柱表面,形成冶金结合的强化层。与传统电镀相比,熔覆层硬度高达HRC55,耐磨性、耐腐蚀性显著提升,大大延长了使用寿命。以
煤矿液压立柱外表面激光熔覆为例,修复后的活柱不仅抗冲击能力强,还能适应井下复杂工况,大幅降低设备更换频率,综合效益远超传统工艺。
应用激光熔覆技术对液压支架活柱表面的修复工艺流程为:活柱初检与校直;活柱表面退镀磨削;活柱基体探伤;活柱激光熔覆;活柱熔覆层车削;活柱熔覆层磨削及抛光;活柱熔覆层探伤;活柱终检。
尽管
矿用液压支架立柱激光熔覆的初期修复成本较高,但其较长使用寿命可减少频繁维修和更换带来的停机损失。长期来看,性价比优势明显。随着技术普及和材料优化,修复成本正逐年下降,未来将成为液压支架维护的主流方案。
传统电镀工艺产生的酸洗废水对环境污染严重,而激光熔覆技术全程无污染排放,符合绿色制造政策导向。采用
激光熔覆液压支架修复,不仅提升了设备性能,还实现了环保与效益的双赢,为矿山行业的可持续发展提供了新思路。
随着
液压支架立柱再制造技术的不断进步,激光熔覆凭借其高性能、长寿命和环保优势,正逐步取代传统工艺。未来,矿用液压支架立柱激光熔覆将为煤矿高效、安全生产提供坚实保障。选择激光熔覆,就是选择更可靠、更经济的设备维护方案!
.jpg)